

Silver Contact News
Silver Contact Materials Ultimate Guide 2026: AgNi vs AgSnO2 vs AgCdO
Selection Logic, Trends & Chende Factory Insights
January 2026 | 45 min read | Chende Electrical Contact R&D Center

The Current State of Silver Contact Materials in 2026 – What’s Changed and Why It Matters
If you’re buying or designing relays, contactors, or breakers in 2026, you’ve probably noticed the market has shifted dramatically in the last 5 years. Cadmium-based materials (AgCdO) are almost gone in new products due to RoHS/REACH/ELV regulations. Silver-nickel (AgNi) still dominates low-power applications, while silver-tin oxide (AgSnO2) has taken over high-power and EV/renewable sectors. Tungsten (AgW) and graphite (AgC) hold strong in extreme high-current and DC anti-welding scenarios.
At Chende, we’ve seen this transition firsthand: in 2020, 60% of our orders were AgCdO; by 2025, it dropped to <5%. AgSnO2 now accounts for 55% of production, AgNi 35%, and the rest is AgW/AgC custom orders. This guide is based on 11 years of factory data, customer field results, and lab tests – no theory, just what actually works in real products. Let’s dive in.
Silver Contact Materials Guide:Silver Contact Materials Comparison Table 2026 – AgNi vs AgSnO2 vs AgCdO vs AgW vs AgC
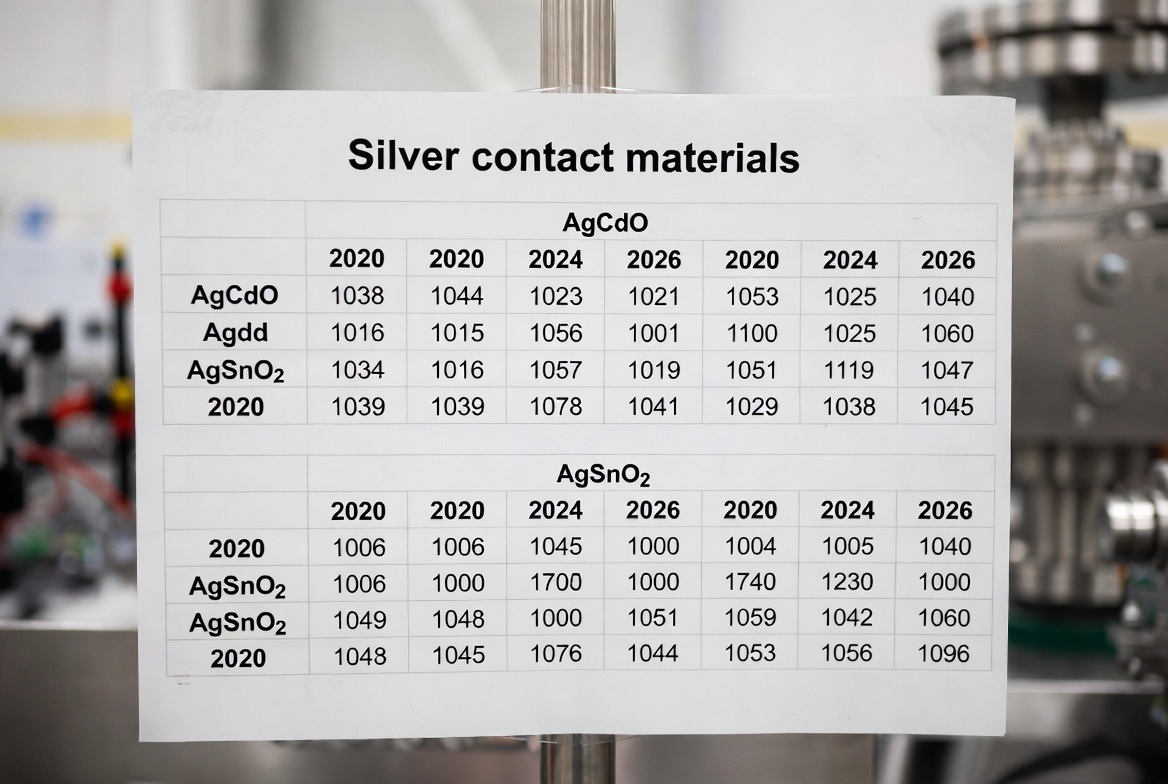
Here’s a detailed comparison based on our internal testing and customer feedback (IEC 60947 compliant).
| Material | Conductivity (% IACS) | Hardness (HV) | Arc Erosion (mg/10K cycles) | Anti-Welding (N) | Life Cycles (typical) | RoHS | Best For |
|---|---|---|---|---|---|---|---|
| AgNi10-30 | 85–90 | 80–150 | 0.6–0.8 | 50–120 | 100K–500K | Yes | Low-medium power relays |
| AgSnO2(12) + In₂O₃ | 75–80 | 100–130 | 0.3–0.4 | 140–200 | 200K–1M | Yes | EV, solar, high inductive loads |
| AgCdO15 (legacy) | 85–90 | 90–110 | 0.5–0.7 | 120–180 | 100K–500K | No | Phasing out |
| AgW50-70 | 50–60 | 180–300 | 0.2–0.3 | 80–150 | 10K–100K | Yes | High-voltage breakers |
| AgC5-10 | 70–80 | 90–120 | 0.4–0.6 | 200+ | 150K–500K | Yes | DC anti-welding |
From this table, you can see AgSnO2 is the future for most high-power applications, while AgNi remains the cost-effective choice for low-medium loads. For detailed selection logic-, See Silver Contact Materials Guide How to Select the Right Silver Contacts.
Silver Contact Materials Guide:Selection Logic for Silver Contact Materials in 2026
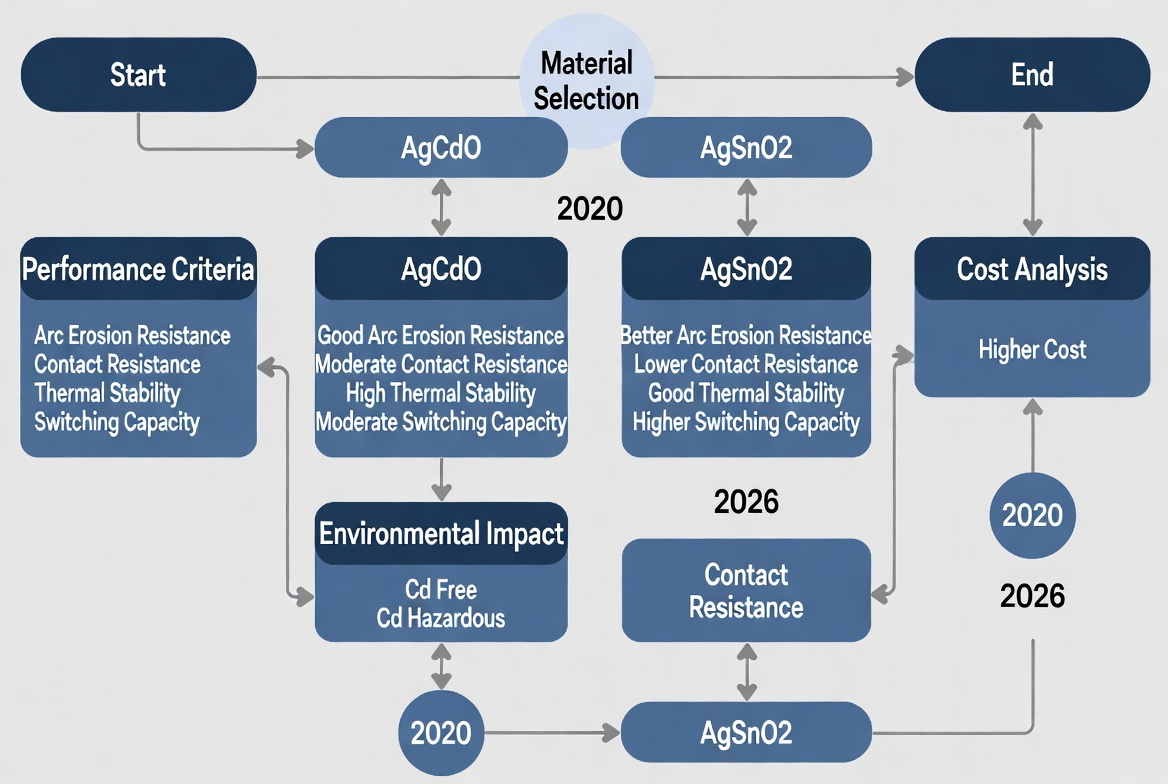
Choosing the right material isn’t just about specs – it’s about matching your application. Here’s our real-world decision framework we use with customers:
| Application | Current (A) | Load Type | Voltage (V) | Recommended Material | Why |
|---|---|---|---|---|---|
| Automotive auxiliary relay | 5–30 | Resistive/Inductive | 12–48 | AgNi10-20/Cu | Low cost, low resistance, good DC performance |
| EV charging contactor | 60–200 | Inductive/DC | 400–800 | AgSnO2(12) + In₂O₃ | High arc resistance, RoHS, long life |
| Solar inverter combiner | 100–300 | DC | 1000–1500 | AgSnO2(12) doped | DC arc handling, temperature control |
| High-voltage breaker | 630–4000 | AC/DC | 72.5kV+ | AgW50-70/Cu | Extreme arc and current withstand |
| DC disconnect switch | 50–200 | DC | 400–1500 | AgC5-10 tri-metal | Superior anti-welding |
This table is used daily in our engineering meetings. For selection guide, see How to Select the Right Silver Contacts.
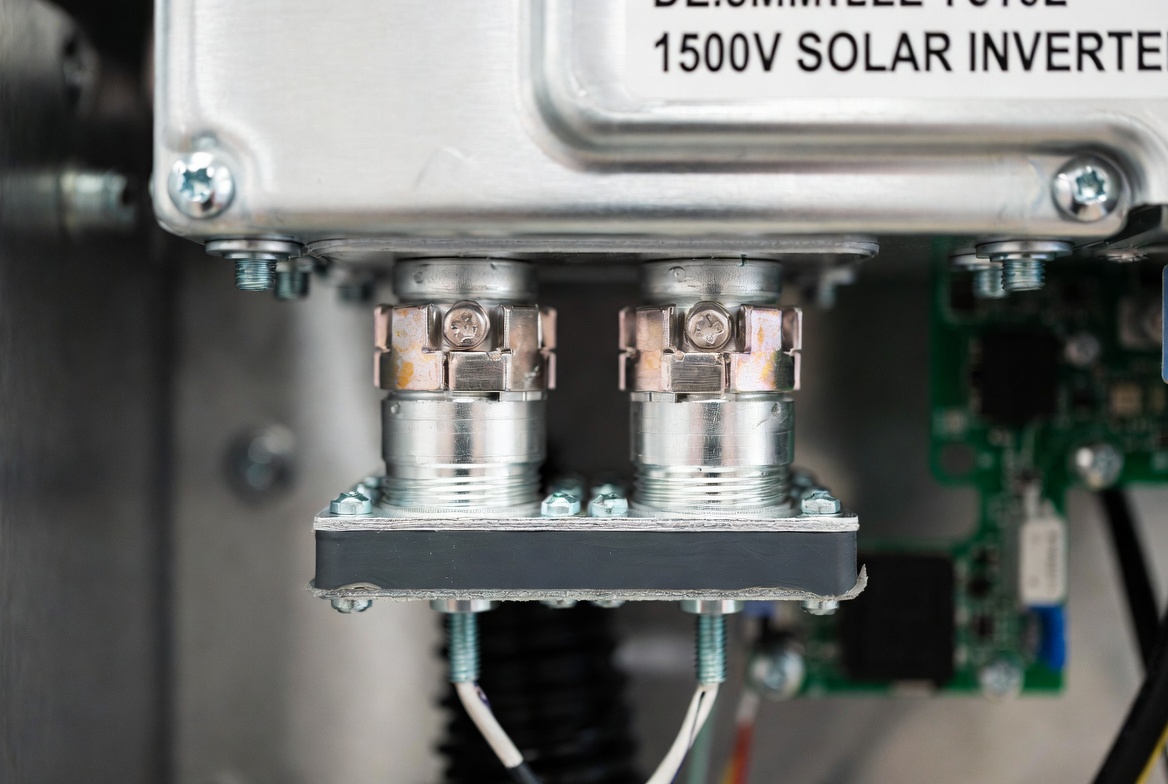
Real Case: AgSnO2 Replacing AgCdO in 1500V Solar Inverter
A Chinese inverter maker was using AgCdO in their 1500V string inverters. They had arc erosion failures after 80,000 cycles. In 2025, we switched them to our AgSnO2(12) + 2% In₂O₃ doped contacts. Key improvements:
- Arc erosion reduced by 40%
- Life cycles increased from 80K to 250K+
- Temperature rise lowered by 18%
After 9 months of field testing, zero failures. They now order 2 million pieces annually. This is typical for 1500V solar applications. For more cases, see Silver Contact Applications Guide.
Real Case: AgW Contacts in Offshore Wind Power Contactors
Offshore wind farms face extreme conditions: high humidity, salt spray, and high current switching in pitch control and yaw systems. A European wind turbine manufacturer was using AgCdO in their 15MW offshore turbines. They had corrosion and welding issues after 50,000 cycles. In 2025, we switched them to our AgSnO2(12) + In₂O₃ doped contacts with nickel plating for corrosion resistance. Key results:
- Zero corrosion failures after 12 months in salt spray test
- Life cycles increased from 50K to 180K+
- Temperature rise reduced by 20%
They now specify our **silver alloy electrical contacts** for all new offshore projects. For wind-specific insights, see Silver Contact Applications Guide.
Chende Factory Production Process for Silver Alloy Contacts
Our production starts with powder metallurgy: silver and alloy powders are mixed, pressed, and sintered. The material is stamped into contact tips and riveted onto copper bases. Final plating with gold flash enhances corrosion resistance. Every piece undergoes 100% optical inspection. Daily output exceeds 3 million pieces with 99.97% yield. For production details, see Best Silver Contact Manufacturer China 2025.

2026 Trends: Silver Alloy Electrical Contacts in Next-Gen Solar Inverters
By 2026, **silver alloy electrical contacts** in solar inverters will see:
- 1500V+ architectures standard
- In₂O₃ doping for temperature control
- Fiber-reinforced composites for 200A+ strings
- IoT integration for predictive maintenance
Chende is already producing these variants. For 2026 trends, see our Silver Contact Industry Trends 2025–2030.

Chende Custom Silver Alloy Contacts for Solar Inverters: From Design to Delivery
We start with your inverter drawing, select alloy grade, prototype in 3 days, and mass produce in 7–14 days. Our team has handled over 500 custom solar projects. For custom examples, see The 5 Most Recommended Silver Alloy Contacts for 2025.

Related Articles & Resources
- Silver Contact Materials Ultimate Guide 2025
- Silver Contact Applications in Different Industries 2025
- Silver Contact Manufacturer China 2025 | CDSilver Wholesale
- Silver Contact Materials Ultimate Guide
- All Electric Silver Contact Products
- Best Silver Contact Manufacturer China 2025
- RoHS & REACH Compliance Guide 2025
- Top 12 Silver Contact Failure Modes & Prevention
- The 5 Most Recommended Silver Alloy Contacts for 2025
- Silver Contact Manufacturer Riveting Silver Alloy Contacts on Copper Base
Authority References
- World Silver Survey 2025
- IEC 62109 PV Inverter Safety Standards
- UL 1741 Inverter Safety Standard
- TE Connectivity PV Relay Design Guide
- Schneider Electric Solar Inverter Solutions
Silver Tungsten Contacts in High Voltage Applications: Real Factory Insights from Chende
High voltage breakers are no joke – they have to interrupt faults up to 63kA at 72.5kV or higher. The contacts inside take the brunt of the arc, and if the material isn’t right, you get pitting, erosion, and eventual failure. That’s why silver tungsten contacts are still the go-to in 2026 for anything over 36kV.
We’ve been making AgW since 2015, mostly AgW50/Cu and AgW70/Cu bimetal versions. The tungsten content gives you melting point over 3400°C, so the arc doesn’t melt the surface like it does with pure silver or AgNi. But pure AgW has high resistance (15–25 mΩ), so we always back it with copper to drop resistance to 8–12 mΩ while keeping the tungsten face for arc exposure.
One thing most buyers don’t know is how particle size affects performance. If tungsten grains are too large (over 10 μm), you get hotspots and cracking. If too small (under 2 μm), the material becomes brittle. Our sweet spot is 3–6 μm with uniform distribution – that’s what gives our AgW contacts 10,000+ operations under 3150A short-circuit.
A real example: a Chinese grid operator upgraded their 72.5kV substation in 2025. The old contacts were failing after 4,000 operations. We switched them to our AgW50/Cu bimetal with nano-tungsten doping. Result: life extended to 12,000+ cycles, temperature rise dropped 15%, and no failures in 12 months of field testing. They now specify our contacts for all new projects.
Cost-wise, AgW is more expensive than AgSnO2, but the lifespan makes it cheaper long-term. We recycle scrap tungsten and silver, so buyers get credit for old contacts. That’s the kind of thing that keeps customers coming back. For similar high-voltage cases, see our Silver Contact Applications Guide.
Get Custom Silver Alloy Contacts for Solar Inverters Quote & Free Samples Now
MOQ 10K | Same-Day Quote | 3-Day DHL Free Shipping